
CB工法
鉄筋エンクローズ溶接継手の標準工法
CB工法とは、セラミックス製の裏当て材を用いたエンクローズ溶接です。溶接作業後に裏当てが外れ、目視による溶接部の外観検査が可能です。 大阪府と愛知工業大学の共同開発で、安定した品質重視の工法です。
CB工法の特徴

Point01
信頼性の高い継手性能
建設大臣認定(評定)建設省住指発第643号-2にて、A級継手を取得しております。
Point02
作業性の良い継手形状
圧接のように鉄筋を引き寄せることがないので、継手施工後の調整が不要です。また、裏当て材が完全に除去出来るので、せん断補強筋の配筋等、次工程が非常にスムーズです。
Point03
安心出来る品質管理

溶接後に裏当て材を除去出来るため、溶接部の外観検査(UT)と超音波探傷検査(UT) が容易に行えます。このため、安定した品質が確保でき、綺麗で高品質な溶接継手の外観となります。
Point04
スピーディーな溶接作業

CB工法は、鉄筋にCBセラミックスをセッ卜するだけで溶接作業ができるため、狭所でも容易に行えます。I型狭開先の半自動アーク溶接によりスピーディーな作業が可能です。
Point05
可能性の広がる施工方法

CB工法は、圧接の様に鉄筋同士を引き寄せることがないので、既存建物からの打継やPCa工法、先組工法に対して非常に有効です。また、継手位置は圧接のように千鳥配筋(半数継手)をせずに芋継ぎ(全数継手)で接合することが可能です。(ただしヒンジゾーンを除く)
CB工法溶接の流れ
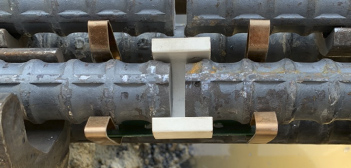
STEP01
溶接施工前

つなぐ鉄筋と鉄筋を必要な開先分だけ隙聞を空けて鉄筋をセットします。
STEP02
CBセラミックス裏当てをつけた状態
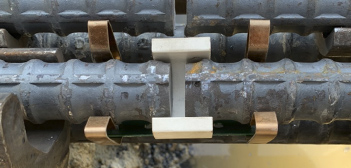
接合部分にCBセラミックスをセッ卜する。この時、CBホルダーなどで固定すると安定が増します。
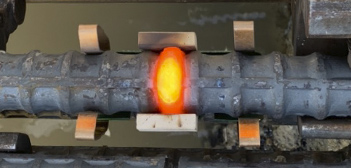
STEP03
施工中

CBセラミックスの裏当てをし、溶接する。セラミック製なので、CBと溶接部がくっつかないのが特徴です。
STEP04
裏当てを外す前の施工後
溶接後、溶接部分が固まるまでそのままにし、その後裏当てを外す。
STEP05
施工後

溶接後に裏当てを外した状態です。目視でも溶接が綺麗に行われていることが分かります。